Industrial buyers often use the phrase “custom silicone profile” as if it describes a single product. In practice, a profile project only moves smoothly when the RFQ explains the cross-section geometry, length strategy, tolerance priorities, joining requirements, and inspection method. If those details are missing, suppliers usually respond with broad assumptions, and the discussion turns into repeated clarification rounds instead of a usable quote.
This checklist is written for engineering and procurement teams that need a clear, technical starting point for custom extruded silicone profiles without slipping into blanket promises on performance, lead time, or documentation.
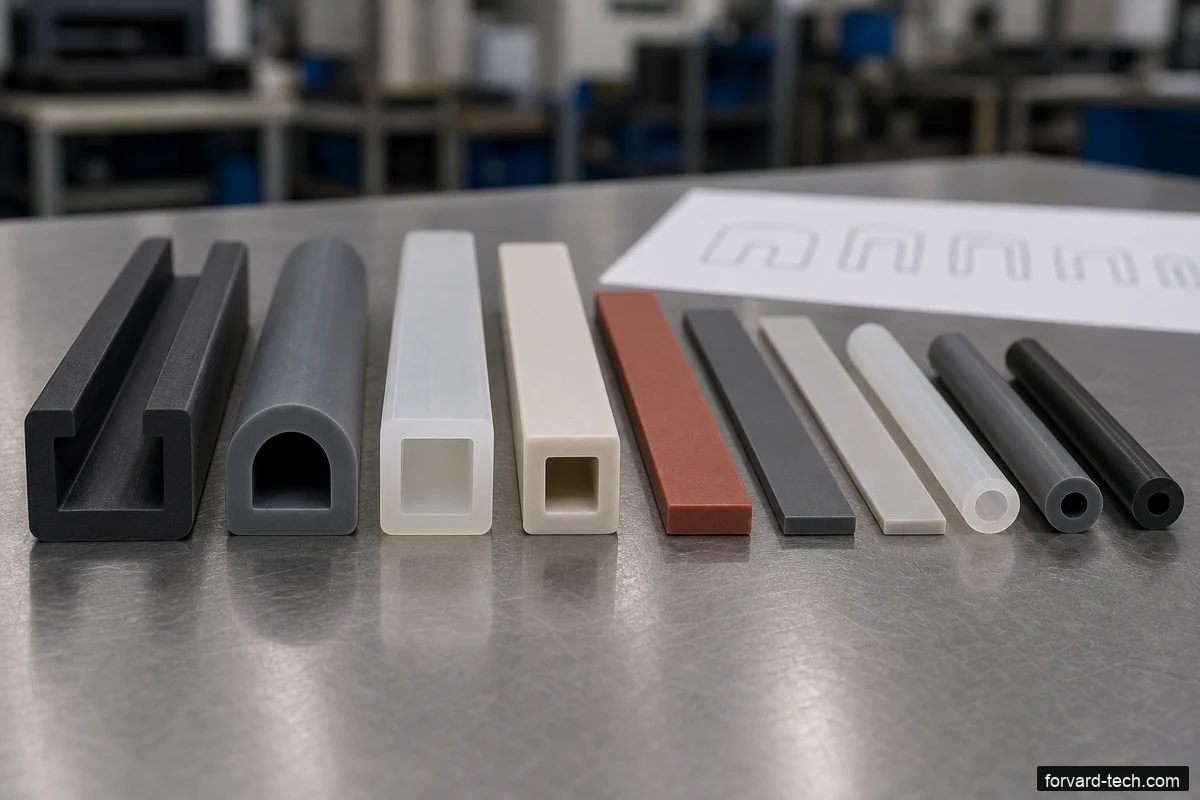
1) Start with the cross-section, not the general application label
Terms like “edge trim,” “seal strip,” “U-channel,” or “extruded gasket” are helpful, but they are not enough by themselves. Extrusion review starts with the profile shape.
Your RFQ should ideally include:
- A cross-section drawing with all critical dimensions.
- Clear units and revision status.
- Notes on which dimensions are fit-critical and which are reference only.
- Photos or a retained sample if the project is based on an existing part rather than a new drawing.
If the shape is still evolving, mark that directly. A supplier can still comment on feasibility, but the quote and sampling path should reflect that the geometry is provisional.
For the product family context, start here:
2) Define where tolerance matters most
Profile RFQs often fail because every dimension is marked “tight” even though only a few dimensions actually control assembly.
A better approach is to identify:
- Sealing dimensions that affect compression or contact.
- Mounting dimensions that affect groove fit, retention, or insertion force.
- Wall sections that may be sensitive to collapse, flash trimming, or handling.
- Cut length or loop length if the profile is delivered as finished segments.
When a profile has both cosmetic and functional faces, say which face matters for sealing and which face matters for appearance. That keeps inspection aligned with the real use case.
If a project also depends on downstream sealing behavior, this page provides related context:
3) State the length format and joining requirement early
Many profile inquiries stop at the cross-section and forget the delivery format. That creates avoidable confusion.
Specify whether you need:
- Continuous coils.
- Straight cut lengths.
- Corner-joined frames.
- Spliced loops.
- Kits with mixed lengths or part labels.
Then explain what matters operationally:
- Maximum or standard length.
- Whether cut-end squareness matters.
- Whether a visible splice is acceptable.
- Whether the profile will be stretched during installation.
- Whether packaging must prevent deformation in transit or storage.
These details often affect both manufacturability and inspection, even when the base cross-section is simple.
4) Describe the assembly environment, not just the material family
Saying “silicone” does not tell the supplier enough. The profile geometry and the operating environment have to be considered together.
Include:
- Temperature profile: normal range, peaks, and cycling.
- Media exposure: air, dust, water, detergents, process fluids, or mild chemicals.
- Application position: static cover seal, door seal, edge protection, enclosure gasket, or cushioning strip.
- Mechanical context: compression only, sliding contact, repeated opening and closing, or clamp retention.
This allows material discussion to stay tied to project conditions rather than drift into uncontrolled claims such as “works for all environments” or “covers every certification need.”
Where compliance screening or end-use review may matter, route that discussion through the site boundary:
5) Hardness and color should support the drawing, not replace it
Buyers often lead with a target hardness or color, but those inputs are only useful when they support the geometry and application.
For example:
- A softer profile may improve compression in one assembly but create handling or retention issues in another.
- A harder profile may hold shape better but change insertion force or sealing response.
- Color matching may matter for line differentiation, but it should not be allowed to override the basic geometry and use-case review.
So the RFQ should treat hardness, color, and finish as controlled specification items, not as shortcuts that replace the structural review of the part.
6) Confirm how the part will be checked
The fastest way to avoid disputes later is to explain the inspection logic up front.
Useful RFQ notes include:
- Which dimensions will be measured on incoming inspection.
- Whether the part is checked free-state, compressed, or installed in a fixture.
- Whether you need first-sample review before production.
- Whether splice appearance or joint placement has an acceptance rule.
- Whether there are project-specific records or test items to align in advance.
For inspection and review context:
This does not require you to define a complete control plan on day one. It just means the supplier and buyer are measuring the same things for the same reason.
7) What to include in a strong profile RFQ
If you want a practical checklist, include these items:
- Cross-section drawing or a sample with marked critical dimensions.
- Length requirement: coil, cut length, frame, or joined loop.
- Tolerance priorities: which dimensions drive fit or sealing.
- Application note: where and how the profile is used.
- Operating conditions: temperature, media, cleaning, and movement.
- Material preferences: hardness, color, and any project-level document needs.
- Quantity stage: prototype, pilot, or production.
- Validation plan: first sample, fit trial, incoming inspection, or project-specific checks.
- Destination and end-use statement sufficient for compliance review.
Forvard Tech structures inquiry intake around these kinds of inputs:
8) A simple workflow that reduces profile risk
For most custom silicone profile projects, a disciplined sequence works better than trying to “lock everything” in the first email:
- Drawing and use-case review to confirm the profile family and major risks.
- Tolerance alignment so everyone knows which dimensions matter most.
- Sample or first-article review to verify fit, handling, and assembly behavior.
- Production release only after critical dimensions and acceptance logic are agreed.
That workflow is slower than a superficial quote, but it is usually faster than repairing a profile project after tooling, splicing, or assembly assumptions were made too early.
Next step: send the cross-section drawing or a marked sample through the RFQ page and include the operating environment, length format, and tolerance priorities so the technical review starts from the right inputs.