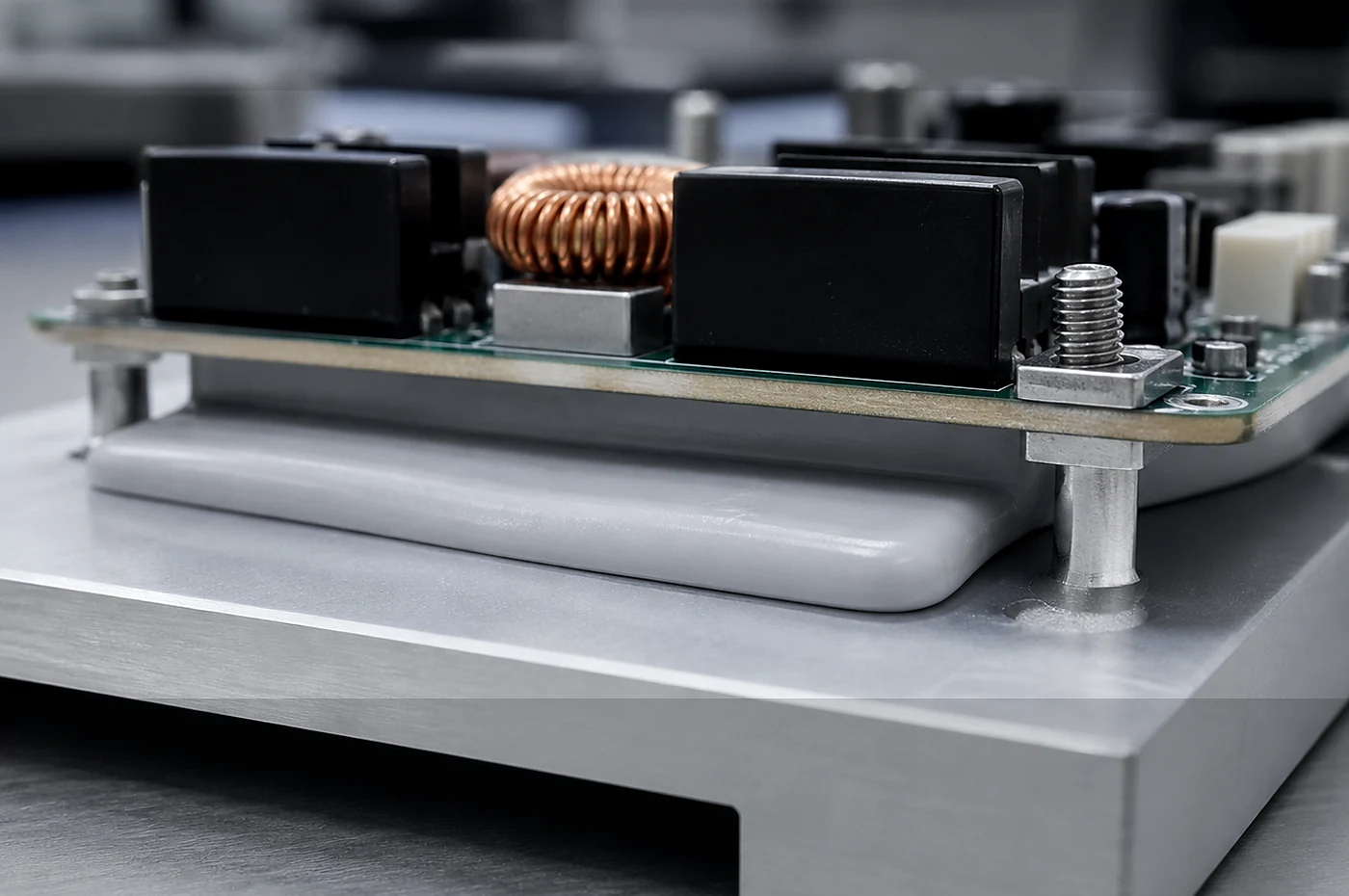
Soft interface filling for uneven assemblies
Gap filler review is mainly about uneven contact: the material must close the real gap, protect nearby parts from excessive stress and remain practical to handle during assembly.
Product Fit
For interfaces where a flat pad may be too rigid and the gap range needs a softer silicone filling approach.
Uneven interface
Soft filling material is considered when housings, modules or cast parts cannot provide a uniform flat contact surface.
Low-stress contact
The compression limit must protect boards, solder joints, housings and modules from unnecessary load.
Prototype fit check
Small trials often focus on whether the chosen softness and thickness actually fill the assembly gap.
Engineering Review Inputs
Gap filler requests need the real interface range, not only a nominal thickness.
- Minimum, nominal and maximum gap or a measured gap map
- Contact area, heat path and nearby sensitive components
- Allowed compression force or mechanical stress boundary
- Operating temperature, cycling condition and assembly orientation
- Handling form: sheet, cut pad, dispensed-style comparison or sample block
- Prototype quantity, target production quantity and packing preference
Manufacturing Route
Gap filler work starts with softness and thickness screening, then moves into sample shape and packing choices that protect a very compliant material during handling.
Softness screening
Candidate material is screened by hardness, recovery, tack and handling stability before sample preparation.
Thickness selection
Thickness is matched to gap range and compression target, not selected as a standalone catalog number.
Sample forming
Samples may be cut, blocked or prepared in simple shapes so the buyer can check fit in the real assembly.
DFM / Tolerance Review
- Do not set the gap filler thickness without the minimum and maximum gap.
- If the assembly is vertical or inverted, tack and placement support should be discussed early.
- Large parts need review for stretching, liner removal and operator placement time.
Testing / QC Boundaries
- Compression and recovery checks are useful when the mechanical boundary is critical.
- Thermal evidence should be tied to the chosen material form and test condition.
- Visual and dimensional checks can confirm sample form, surface condition and packing before shipment.
RFQ Parameters
For gap fillers, the measured gap range and mechanical stress boundary matter more than a single nominal thickness request.
Gap filler selection depends on the actual assembly condition and customer validation plan; published wording is not a universal performance, stock, certification or lead-time commitment.
- Measured gap range or gap map
- Contact area and heat path
- Compression force limit
- Material softness or handling preference
- Sample shape and trial quantity
Related Products
These paths fit projects that move from soft filling into pad conversion, power module reliability review or quality-control discussion.